
銷售產品HOT PRODUCT


厚壁波紋管膨脹節焊接注意事項
2021-01-20 15:43:02
動態詳情
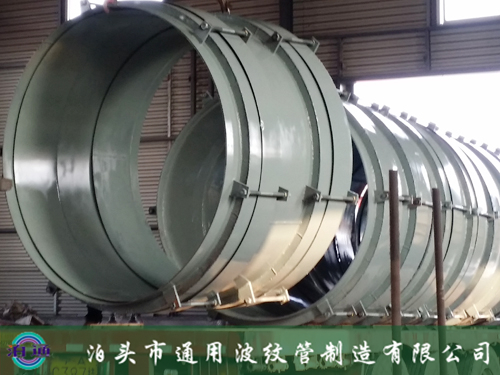
厚壁波紋管膨脹節用來吸收壓力容器因其管程和殼程壁溫各異而產生的軸向位移差,厚壁波紋管膨脹節在進行焊接時需要注意:
對接焊縫的表面應與母材表面齊平,或允許保留不大于波紋管厚度10%且均勻的焊縫余高,保留均勻余高的焊縫表面應與母材表面圓滑過渡。內襯套的對接焊縫外表面應修平。焊縫表面的熔渣和飛濺物須清理干凈,并不得有裂紋、咬邊、氣孔、弧坑和夾渣等缺陷。縱焊縫不應有錯邊。
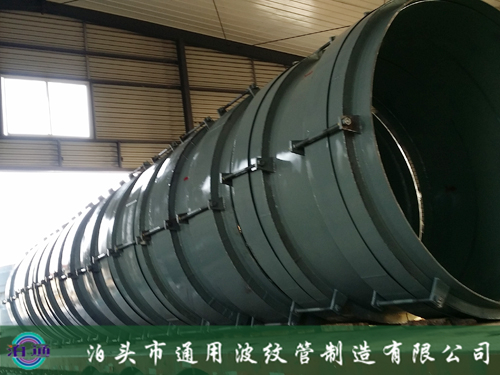
焊接前要對以單面齊為原則,組對點固定完成后應測量尺寸,確認后在進行焊接。焊縫外形尺寸經檢驗超出上述規定時,應進行修磨或按工藝進行局部補焊,返修后應符合本標準的規定,但補焊的焊縫應與原焊縫之間保持圓滑過渡。
焊縫單面焊接完成后,需刨削另一面焊縫時,應在需刨焊縫的兩側200mm范圍內各涂上均勻的厚度不小于1mm的大白粉,以防止飛濺損傷母材。刨削過程中,不允許出現忽高忽低、忽寬忽窄的現象。刨削完成后,需用磨光片打磨出金屬光澤后,方可施焊。對于不銹鋼及有色金屬材料不允許用鋼絲刷清理。
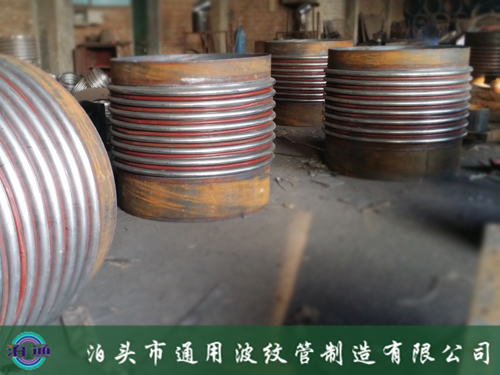
對于法蘭連接的厚壁波紋管膨脹節需要在兩片法蘭間放置適合工作介質及溫度的墊片,保持其密封性。用戶在使用安裝過程中遇到的問題歡迎來電咨詢波紋管膨脹節生產廠家泊頭市通用波紋管制造有限公司!

上一篇:旁通壓力平衡式波紋補償器工作原理
下一篇:金屬波紋管補償器受力結構件設計
